-
 深圳一體成型內托費用
深圳一體成型內托費用吸塑內托的真空成型工藝是將熱塑性塑料片材(如 PET、PVC、PP 等)通過加熱軟化,再利用真空吸力使其貼合模具表面,經冷卻定型后得到所需形狀。首先,根據產品尺寸和形狀設計制作模具,模具材質多為鋁合金或石膏。將塑料片材放入加熱爐中,加熱至軟化溫度(PET 約 ...
2025-07-12 -
 東莞高發泡內托私人定做
東莞高發泡內托私人定做多層板內托的膠合強度需符合GB/T9846-2015標準,經水煮-干燥循環測試后,膠層剝離率應<5%。生產時采用環保型E0級膠水(甲醛釋放量≤0.05mg/m3),通過熱壓工藝(溫度120-150℃,壓力1.0-1.5MPa)使單板緊密粘合。為確保膠合質量,需...
2025-07-12 -
 中山包裝內托供應商
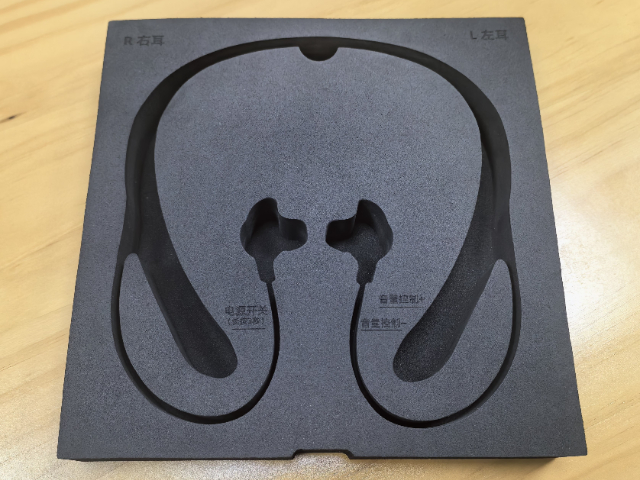
中山包裝內托供應商EVA(乙烯 - 醋酸乙烯共聚物)內托憑借獨特的分子結構,在緩沖減震領域表現良好。其邵氏硬度可通過調整醋酸乙烯(VA)含量準確控制(通常在 25-90A 之間),VA 含量越高,材料柔韌性越強。當受到外力沖擊時,EVA 內托的三維網狀分子鏈通過彈性形變吸收能量...
2025-07-12 -
 中山塑料內托
中山塑料內托電子元件內托需滿足防靜電(ESD)要求,表面電阻控制在10^6~10^9Ω。常見的EVA內托主要是由乙烯-醋酸乙烯共聚物制成,通過調整醋酸乙烯(VA)含量(5%-40%)調節硬度與彈性。VA含量28%的EVA邵氏硬度為40A,壓縮長久變形率<10%,能有效吸收...
2025-07-11 -
 中山內托供應
中山內托供應EPP(發泡聚丙烯)內托通過蒸汽模壓成型,密度范圍20-200g/L,具有優異的抗沖擊性(可吸收80%沖擊能量)和耐溫性(-40℃~130℃)。其閉孔結構防水防潮,且可100%回收。典型應用包括汽車零部件(如保險杠內托)、醫療設備(防震包裝)和冷鏈物流(保溫箱...
2025-07-11 -
 深圳珍珠棉內托原料
深圳珍珠棉內托原料植絨內托利用靜電植絨技術,將0.1-0.3mm絨毛垂直固定于基材表面。通過控制電場強度(5-10kV/cm)和絨毛密度(8000-12000根/cm2),使絨毛牢固度通過GB/T2912.1標準測試,脫落率<0.5%。珠寶包裝用植絨內托采用經編工藝,絨毛摩擦系...
2025-07-11 -
 河源食品內托業務
河源食品內托業務金屬內托(如鋁合金、不銹鋼)的折彎成型需精確控制回彈角度與變形量。以6061鋁合金為例,在T6熱處理狀態下,通過數控折彎機施加20-30kN壓力,折彎半徑R與板厚t的比值需滿足R≥1.5t,以避免開裂。折彎前需進行退火處理,將材料加熱至350-400℃并保溫1...
2025-07-11 -
深圳泡沫內托定制
分條背膠技術的應用場景與優勢內托的固定常需背膠輔助,脈成科技的分條背膠技術可精細控制膠線寬度(0.3-20mm)、膠型(點狀、線狀或網格狀)及粘性等級(從可移除的低粘膠到長久性工業膠)。以光學鏡頭包裝為例,內托需在邊緣粘貼低殘留膠帶,既確保鏡頭穩固又避免開箱時...
2025-07-11 -
惠州電子內托生產
吸塑內托的真空成型工藝是將熱塑性塑料片材(如 PET、PVC、PP 等)通過加熱軟化,再利用真空吸力使其貼合模具表面,經冷卻定型后得到所需形狀。首先,根據產品尺寸和形狀設計制作模具,模具材質多為鋁合金或石膏。將塑料片材放入加熱爐中,加熱至軟化溫度(PET 約 ...
2025-07-11 -
 廣州CNC內托供應商
廣州CNC內托供應商硅膠內托的耐高溫性能依據GB/T3512-2014標準進行測試。食品級硅膠在-60℃至250℃溫度區間內,需保持良好的彈性與物理性能。具體測試包括:在200℃高溫下持續烘烤24小時后,拉伸強度變化率<5%,斷裂伸長率變化率<10%;經1000小時熱空氣老化后,...
2025-07-10 -
 廣州酒水內托私人定做
廣州酒水內托私人定做發泡橡膠內托是由橡膠經發泡工藝制成,具有獨特的多孔結構,使其在具備良好緩沖、減震性能的同時,還擁有優異的耐候性,能夠適應各種特殊環境。其耐候性主要源于橡膠的化學結構,以三元乙丙橡膠(EPDM)為例,其主鏈為飽和結構,側鏈含非極性烷基,這種結構使其對紫外線、臭氧...
2025-07-09 -
 深圳化妝品內托原料
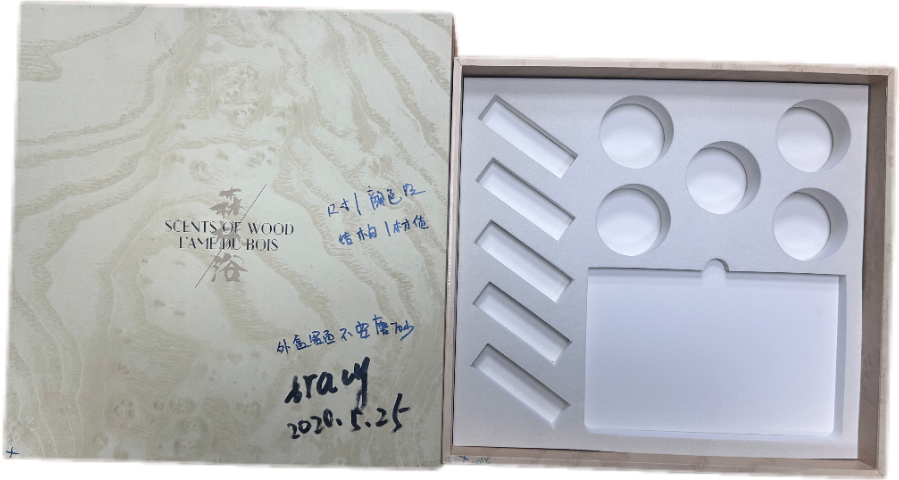
深圳化妝品內托原料紙質內托以其天然的環保屬性成為綠色包裝的重要選擇。它主要以廢紙、木漿等為原料,通過制漿、成型、干燥等工序加工而成。在生產過程中,能耗較低,且可 100% 回收再生,廢棄后能自然降解,不會對環境造成污染。近年來,紙質內托的工藝不斷創新,蜂窩紙內托就是典型之一。它...
2025-07-09 -
河源酒水內托制造
紙質內托以可再生植物纖維為原料,其生產工藝高度契合環保理念。從原料處理來看,通過碎漿、除雜、磨漿等工序將廢紙或原木漿轉化為均勻纖維,再經模切、壓痕、折疊等工藝成型。其中,蜂窩紙板復合技術尤為突出,通過將瓦楞紙芯與牛皮紙面層以環保膠水粘合,形成仿生六邊形結構,這...
2025-07-09 -
 江門模切內托價目表
江門模切內托價目表塑料內托的注塑成型需嚴格把控模具精度、原料熔融與注射參數。以PP(聚丙烯)或ABS工程塑料為例,模具溫度需控制在40-80℃,注射壓力80-150MPa,保壓時間10-30秒,確保尺寸公差控制在±0.05mm。在汽車零部件包裝中,塑料內托通過加強筋設計提升強度...
2025-07-09 -
 河源EPE內托原廠
河源EPE內托原廠多層板內托的膠合強度需符合GB/T9846-2015標準,經水煮-干燥循環測試后,膠層剝離率應<5%。生產時采用環保型E0級膠水(甲醛釋放量≤0.05mg/m3),通過熱壓工藝(溫度120-150℃,壓力1.0-1.5MPa)使單板緊密粘合。為確保膠合質量,需...
2025-07-09 -
佛山珍珠棉內托廠家
纖維板內托通過真空浸漬工藝提升防水性,將脲醛樹脂或酚醛樹脂滲入纖維孔隙,固化后形成0.1-0.3mm防水層,吸水率降低至8%以下。衛浴產品包裝用纖維板內托,經納米二氧化鈦涂層處理,兼具防水(接觸角120°)與自清潔功能,表面污漬易擦洗,使用壽命延長2倍。聚氨酯...
2025-07-09 -
清遠IXPE內托廠家直銷
塑料內托的注塑成型需嚴格把控模具精度、原料熔融與注射參數。以PP(聚丙烯)或ABS工程塑料為例,模具溫度需控制在40-80℃,注射壓力80-150MPa,保壓時間10-30秒,確保尺寸公差控制在±0.05mm。在汽車零部件包裝中,塑料內托通過加強筋設計提升強度...
2025-07-09 -
廣州CNC內托供應
瓦楞紙內托根據瓦楞的形狀和層數,主要分為 A 楞、B 楞、C 楞、E 楞以及雙層或多層瓦楞結構,不同的結構類型具有不同的性能特點和包裝應用優勢。A 楞的瓦楞高度較高,約為 4.5-5mm,其緩沖性能良好,富有彈性,適用于易碎品和重量較大的產品包裝,如家電、家具...
2025-07-09 -
 化妝品內托廠家
化妝品內托廠家金屬內托常用鋁合金、不銹鋼材質。鋁合金內托密度 2.7g/cm3,重量輕但強度高,抗拉強度可達 200-400MPa,經 T6 熱處理和陽極氧化后,表面形成 8-25μm 氧化膜,耐腐蝕性增強,同時可染色實現裝飾效果。不銹鋼內托以 304 材質為例,鹽霧測試超...
2025-07-09 -
東莞海綿內托原廠
金屬內托(如鋁合金、不銹鋼)的折彎成型需精確控制回彈角度與變形量。以6061鋁合金為例,在T6熱處理狀態下,通過數控折彎機施加20-30kN壓力,折彎半徑R與板厚t的比值需滿足R≥1.5t,以避免開裂。折彎前需進行退火處理,將材料加熱至350-400℃并保溫1...
2025-07-09 -
 河源高發泡內托私人定做
河源高發泡內托私人定做紙質內托以可再生植物纖維為原料,其生產工藝高度契合環保理念。從原料處理來看,通過碎漿、除雜、磨漿等工序將廢紙或原木漿轉化為均勻纖維,再經模切、壓痕、折疊等工藝成型。其中,蜂窩紙板復合技術尤為突出,通過將瓦楞紙芯與牛皮紙面層以環保膠水粘合,形成仿生六邊形結構,這...
2025-07-09 -
惠州包裝內托業務
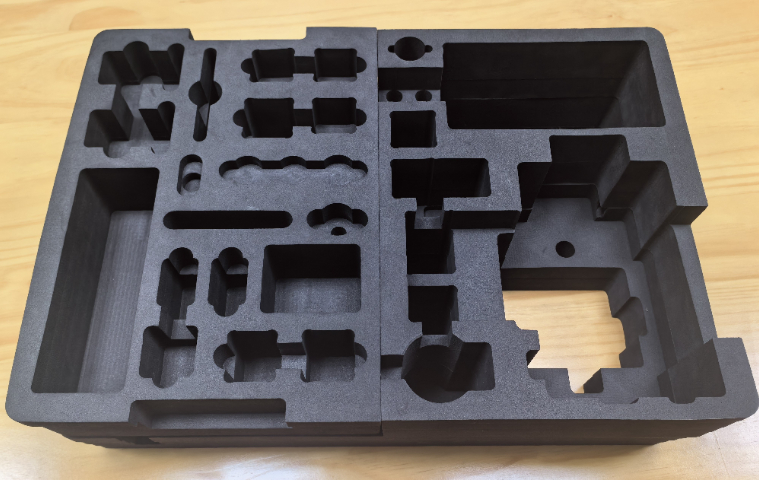
海綿內托的開孔率直接影響其透氣、緩沖與回彈性能。以高密度聚氨酯海綿為例,通過機械打孔或化學蝕刻工藝,可將開孔率提升至95%以上,空氣流通性提高60%。這種設計使海綿在受壓時能快速排出空氣,減少回彈阻力,特別適用于精密儀器包裝。在汽車內飾領域,記憶棉內托利用溫感...
2025-07-09 -
珠海禮品內托工廠直銷
紙質內托以可再生植物纖維為原料,其生產工藝高度契合環保理念。從原料處理來看,通過碎漿、除雜、磨漿等工序將廢紙或原木漿轉化為均勻纖維,再經模切、壓痕、折疊等工藝成型。其中,蜂窩紙板復合技術尤為突出,通過將瓦楞紙芯與牛皮紙面層以環保膠水粘合,形成仿生六邊形結構,這...
2025-07-09 -
東莞模切內托
金屬內托(如鋁合金、不銹鋼)的折彎成型需精確控制回彈角度與變形量。以6061鋁合金為例,在T6熱處理狀態下,通過數控折彎機施加20-30kN壓力,折彎半徑R與板厚t的比值需滿足R≥1.5t,以避免開裂。折彎前需進行退火處理,將材料加熱至350-400℃并保溫1...
2025-07-09 -
 深圳CNC內托價目表
深圳CNC內托價目表纖維板內托通過真空浸漬工藝提升防水性,將脲醛樹脂或酚醛樹脂滲入纖維孔隙,固化后形成0.1-0.3mm防水層,吸水率降低至8%以下。衛浴產品包裝用纖維板內托,經納米二氧化鈦涂層處理,兼具防水(接觸角120°)與自清潔功能,表面污漬易擦洗,使用壽命延長2倍。聚氨酯...
2025-07-09 -
珠海防靜電內托設計
金屬內托主要采用鋁合金、不銹鋼等材質,憑借強度高和高剛性的特點,在工業和部分包裝領域占據重要地位。鋁合金內托密度約為 2.7g/cm3,重量相對較輕,但強度較高,抗拉強度可達 200-400MPa,通過熱處理(如 T6 處理)和合金化工藝,可進一步提升其強度和...
2025-07-09 -
廣東泡棉內托推薦廠家
硅膠內托采用模壓成型工藝,食品級硅膠在160-180℃、10-15MPa壓力下固化成型。其邵氏硬度20-80A可調,耐高溫達250℃,低溫至-60℃仍保持彈性。廚房用品包裝中,硅膠內托表面設計防滑凸點,摩擦系數達0.8,配合倒扣結構,可承受30°傾斜不滑落,有...
2025-07-09 -
廣州防靜電內托廠家供應
硅膠內托以硅橡膠為主要原料,具有一系列特殊性能,使其在多個領域得到廣泛應用,尤其是食品級應用方面表現突出。首先,硅膠具有優異的耐高溫和耐低溫性能,可在 - 60℃至 250℃的溫度范圍內長期使用,且在高溫環境下不會釋放有害物質,這一特性使其非常適合用于廚房用品...
2025-07-08 -
東莞CNC內托
硅膠內托的耐高溫性能依據GB/T3512-2014標準進行測試。食品級硅膠在-60℃至250℃溫度區間內,需保持良好的彈性與物理性能。具體測試包括:在200℃高溫下持續烘烤24小時后,拉伸強度變化率<5%,斷裂伸長率變化率<10%;經1000小時熱空氣老化后,...
2025-07-08 -
廣東保護內托廠家直銷
纖維板內托通過真空浸漬工藝提升防水性,將脲醛樹脂或酚醛樹脂滲入纖維孔隙,固化后形成0.1-0.3mm防水層,吸水率降低至8%以下。衛浴產品包裝用纖維板內托,經納米二氧化鈦涂層處理,兼具防水(接觸角120°)與自清潔功能,表面污漬易擦洗,使用壽命延長2倍。聚氨酯...
2025-07-08