-
 自動化智能自動化包裝機種類
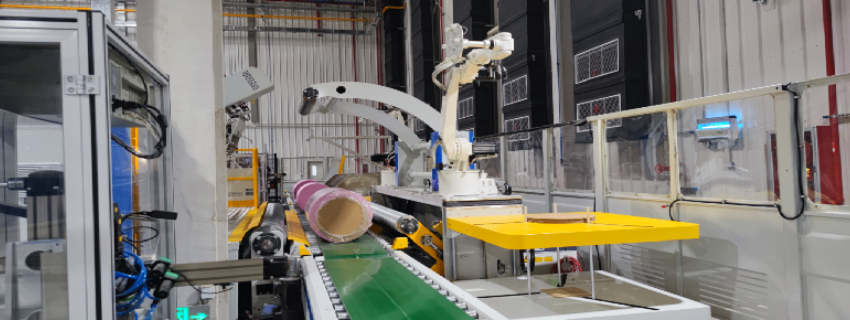
自動化智能自動化包裝機種類單機頭立式纏繞包裝機工作原理框架,機械結構與運動協同轉盤旋轉:貨物放置于轉盤上,通過電機驅動實現勻速或變速旋轉(轉速范圍通常為0-12rpm)。膜架升降:膜架沿立柱垂直移動,與轉盤旋轉同步完成螺旋式纏繞(升降速度0-8m/min)。預拉伸系統:膜材通過預拉伸輥...
2025-06-26 -
 自動化智能自動化包裝機大小
自動化智能自動化包裝機大小纏繞膜熔斷采用瞬時加熱方式是一種有效防止熔融拉絲的技術手段,包裝機采用瞬時加熱方式的優勢,可以提高包裝效率:瞬時加熱方式能夠迅速完成膜材的熔斷,減少包裝生產過程中的等待時間,提高整體包裝效率。保證包裝產品的質量:通過防止熔融拉絲,瞬時加熱方式能夠確保包裝后的貨...
2025-06-25 -
 邢臺大型高速分切機能耗制動
邢臺大型高速分切機能耗制動外置式加熱片通常具有**的電源和控制線路,便于進行故障排查和更換。當加熱片出現故障或需要更換時,可以方便地將其拆下并更換新的加熱片,而不影響整個加熱系統的運行。外置式加熱片通常具有過熱保護、短路保護等安全功能,可以有效防止因加熱片過熱或短路引起的安全事故。同時...
2025-06-25 -
連云港智能自動化包裝機檢修
全自動立式薄膜包裝機主要通過一個垂直的旋轉軸帶動包裝膜卷轉動,同時將包裝物放置在包裝膜的中心位置,利用電機驅動的摩擦力帶動包裝膜卷轉動,把包裝物包裹在包裝膜中。以下從技術參數方面展開介紹:技術參數:不同型號的全自動立式薄膜包裝機技術參數有所差異,以下以全自動自...
2025-06-25 -
 紹興整套高速分切機能耗制動
紹興整套高速分切機能耗制動分切機采用西門子系列PLC集中控制系統是一種高效、可靠的控制方案。西門子系列PLC集中控制系統的特點集中控制:西門子系列PLC集中控制系統采用一臺PLC控制多臺設備或生產線,適用于被控對象地理位置比較集中且動作有一定聯系的場合。這種系統結構簡單,數據、狀態變化...
2025-06-25 -
 邢臺購買高速分切機代加工
邢臺購買高速分切機代加工通過PLC(可編程邏輯控制器)對張力傳感器進行數據采集和處理,實現對分切過程中張力的精確控制。實現精確控制的具體步驟張力數據采集:PLC通過模擬量輸入模塊采集張力傳感器輸出的電信號,并將其轉換為數字量數據。數據處理與分析:PLC對采集到的張力數據進行濾波、平滑...
2025-06-25 -
 嘉興綜合高速分切機銷售電話
嘉興綜合高速分切機銷售電話分切機材料卷徑自動演算的技術原理主要基于傳感器測量和數學計算。數學計算基于旋轉編碼器的計算:設旋轉編碼器每旋轉一周產生的脈沖數為m個,材料在一次基準脈沖中移動的距離為πD/n(mm),其中D為材料卷徑(mm),n為卷軸上的基準信號(如接近開關)每旋轉一周產生的...
2025-06-24 -
 國產智能自動化包裝機生產廠家
國產智能自動化包裝機生產廠家按鈕式控制氣脹軸充、放氣系統常見問題與解決方案,1.充氣不足或放氣緩慢原因:氣源壓力不足(低于0.5MPa)。電磁閥堵塞或氣路泄漏。氣脹軸氣囊老化漏氣。解決:檢查氣源壓力及過濾器狀態。更換電磁閥或密封件。測試氣脹軸保壓性能(充氣后觀察壓力表10分鐘內下降是否超...
2025-06-24 -
 泉州手動自動化集成設備參數
泉州手動自動化集成設備參數自動化集成設備的重要技術自動化集成設備融合了眾多重要技術。其中,控制系統是其大腦,通過編程實現對設備運行的精確控制,可根據不同生產需求靈活調整參數。傳感器技術則是設備的感知,能實時監測設備運行狀態和生產環境,如溫度、壓力、位置等參數,為控制系統提供準確數據。機...
2025-06-24 -
 嘉興新能源高速分切機型號
嘉興新能源高速分切機型號張力衰減控制對分切機的影響主要體現在以下幾個方面:保護設備部件:張力衰減控制能夠避免張力過大對設備部件造成的額外磨損或損壞。例如,張力過大可能導致收卷輥或放卷輥的軸承、齒輪等部件加速磨損,而合理的張力衰減控制可以延長這些部件的使用壽命,減少維修和更換的成本。優...
2025-06-24 -
 呂梁智能自動化包裝機
呂梁智能自動化包裝機瞬時加熱方式對纏繞膜質量的影響取決于溫度控制精度、加熱時間、設備匹配性等因素。若操作得當,可提升包裝效率并減少拉絲等缺陷;若控制不當,則可能導致膜材性能下降或包裝失效。優化瞬時加熱方式的建議,采用智能溫控系統使用PID控制或紅外測溫技術,實時監測加熱區域溫度,...
2025-06-24 -
 加工智能自動化包裝機設備價錢
加工智能自動化包裝機設備價錢全自動臥式包裝機主要特點:自動化程度高,全自動臥式包裝機集成了PLC控制系統、伺服電機驅動、觸摸屏操作界面等先進技術,能夠實現從物料輸送到成品輸出的全流程自動化,減少人工干預,降低勞動強度。包裝速度快采用高速運轉的機械結構和優化的控制系統,包裝速度可達每分鐘數...
2025-06-23 -
東營工業自動化集成設備以客為尊
自動化分揀系統是物流自動化技術中的重要組成部分,技術優勢,高效性:自動化分揀系統能夠實現連續、高速、準確的物流分揀和分類,顯著提高物流配送的效率。通常每小時可分揀商品6000~12000箱,遠高于人工分揀的速度。準確性:自動化分揀系統的分揀誤差率極低,主要取決...
2025-06-23 -
 滄州庫存高速分切機性能
滄州庫存高速分切機性能分切機的操作要點,開機前檢查確認電源、氣源、液壓系統正常。檢查刀具是否鋒利、安裝是否牢固。調整張力、速度等參數至初始值。分切過程監控觀察材料運行狀態,避免跑偏或打滑。實時監測切割質量,及時調整刀具壓力或角度。停機后處理清理刀具和輥筒上的殘留材料。關閉電源、氣源...
2025-06-23 -
 廈門庫存涂布機大小
廈門庫存涂布機大小張力控制系統工作流程(閉環控制機制)張力檢測傳感器實時監測材料張力,將物理量(如力、位移)轉換為電信號。案例:浮輥式傳感器通過浮輥位移量反映張力變化(位移越大,張力越小)。信號處理控制器接收傳感器信號,與預設張力值對比,計算偏差(如實際張力50Nvs設定值60...
2025-06-23 -
 福州整套高速分切機費用是多少
福州整套高速分切機費用是多少氣頂式無軸放卷相比其他放卷機自動化程度與精度比較高,高度自動化:氣頂式無軸放卷機構通常與先進的傳感器和控制系統相結合,能夠實現自動換卷、自動調整張力和位置等功能。這種高度自動化的設計顯著提高了生產效率,減少了人工干預和停機時間。高精度控制:由于采用了先進的傳感...
2025-06-23 -
國內智能自動化包裝機檢修
PLC定位模塊通過高精度反饋控制、多軸協同算法和自適應學習,將全自動立式薄膜包裝機的定位精度提升至行業**水平,直接帶來以下價值:質量提升:袋型誤差降低80%,廢品率減少90%效率優化:包裝速度波動率降低81%,適應更高產能需求成本節約:減少因定位不準導致的膜...
2025-06-23 -
 淄博什么自動化集成設備加盟報價
淄博什么自動化集成設備加盟報價緩沖平臺具有沖擊吸收與能量分散、振動隔離與穩定性、適應性與靈活性、耐用性與可靠性以及智能化與自動化等特點。沖擊吸收與能量分散高效緩沖:緩沖平臺的主要特點之一是能夠有效地吸收和分散來自外部的沖擊能量。這通常通過內部的彈簧、橡膠或其他彈性材料實現,這些材料在受到沖...
2025-06-23 -
 淮安智能自動化包裝機二手價格
淮安智能自動化包裝機二手價格尋邊檢測傳感器在自動檢測控制技術實現與系統集成,傳感器選型:根據包裝材料的特性和生產要求,選擇合適的尋邊檢測傳感器。例如,對于透明或反光材料,可能需要選擇具有特殊檢測模式的傳感器。控制系統設計:設計基于PLC或工業計算機的控制系統,實現傳感器數據的采集、處理和...
2025-06-23 -
福州銷售高速分切機特點
材料卷徑自動演算的基本原理是通過實時監測材料的卷取過程,利用傳感器獲取的數據(如電機的轉速、材料的線速度等),結合預設的材料厚度等參數,通過算法計算出實時的卷徑值。引入卷徑變化量等參數,提高計算的準確性和穩定性。結合軟件編程和智能算法,實現更高效的卷徑計算和預...
2025-06-23 -
平谷區智能自動化包裝機二手價格
布卷端面定位與中心起包技術原理與**需求,布卷端面定位目的:確保纏繞膜在布卷端面均勻覆蓋,避免偏移或覆蓋不全,影響防塵、防潮效果。技術要求:端面對齊精度:±5mm以內(根據布卷直徑調整)。動態適應性:適應不同直徑布卷(如500mm-2000mm)的端面定位。中...
2025-06-23 -
滁州智能自動化包裝機大概多少錢
瞬時加熱方式對纏繞膜質量的積極影響,減少熱損傷瞬時加熱通過短時間高溫(通常毫秒級)完成熔斷,可避免膜材長時間受熱導致的分子鏈斷裂或降解,從而保持其物理性能(如拉伸強度、回縮力)穩定。示例:若纏繞膜在高溫下停留時間過長,可能導致PE膜結晶度變化,使膜材變脆易裂;...
2025-06-23 -
廈門工業高速分切機哪家好
分切機張力衰減控制的方法包括手動張力衰減控制和自動張力衰減控制兩大類。其中,自動張力衰減控制以其高精度和穩定性成為主流選擇,而手動張力衰減控制則適用于一些簡單或特定的應用場景。除以上兩大類外,其他張力衰減控制方法有:預設張力衰減曲線:根據材料特性和分切要求預設...
2025-06-23 -
常州國內高速分切機售后服務
在分切機設計中,接料平臺是關鍵的功能性組件,其作用貫穿于生產流程的多個環節,直接影響設備效率、產品質量和操作安全性。**功能作用:保障物料連續性與穩定性承接分切后的物料分切機將卷材切割為窄幅材料后,接料平臺通過導向輥、托架或氣浮裝置等結構,確保切割后的材料平穩...
2025-06-23 -
宿州智能自動化包裝機價目
布卷端面定位與中心起包技術原理與**需求,布卷端面定位目的:確保纏繞膜在布卷端面均勻覆蓋,避免偏移或覆蓋不全,影響防塵、防潮效果。技術要求:端面對齊精度:±5mm以內(根據布卷直徑調整)。動態適應性:適應不同直徑布卷(如500mm-2000mm)的端面定位。中...
2025-06-23 -
 紹興庫存高速分切機平均價格
紹興庫存高速分切機平均價格分切機的異地加減速及速度自動控制功能是其自動化控制的重要組成部分,這些功能不僅提高了設備的操作靈活性和生產效率,還增強了設備的安全性和可靠性。提高生產效率:異地加減速及速度自動控制功能使得操作員能夠在遠離設備的地方對分切機進行實時速度調整,從而提高了生產效率。...
2025-06-23 -
 泉州附近哪里有涂布機參數
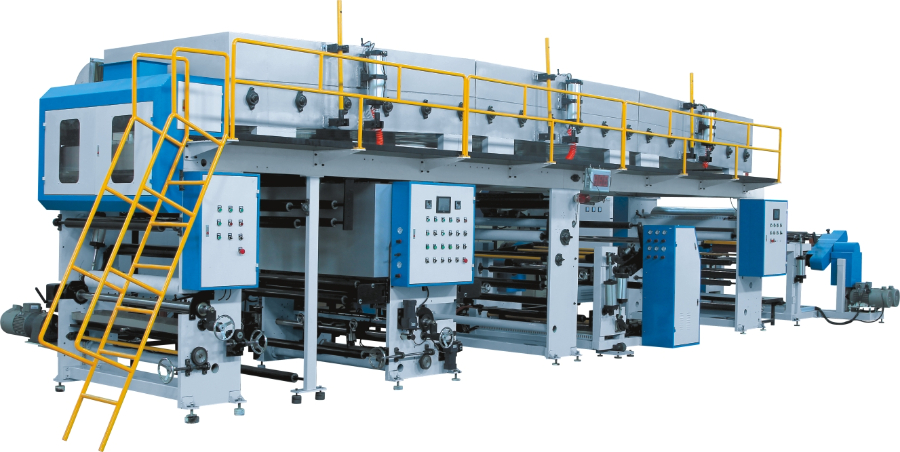
泉州附近哪里有涂布機參數涂布機的操作流程需嚴格遵循規范,以確保涂布質量和生產安全。開機前,操作人員要檢查涂布液的配比和儲存情況,確認涂布輥、刮刀等部件的安裝精度和表面清潔度;調試設備時,設置合適的涂布速度、張力和溫度參數,通過試涂布檢驗涂布效果,調整至比較好狀態。生產過程中,持續監控...
2025-06-23 -
金華附近哪里有高速分切機量大從優
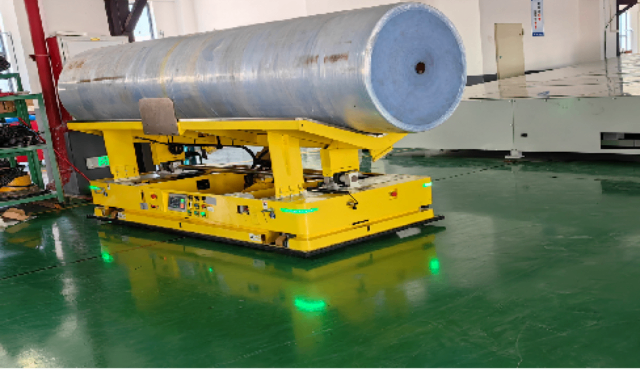
氣頂式無軸放卷相比其他放卷機,結構設計與靈活性,無軸設計:氣頂式無軸放卷機構的**特點是其無軸設計,這意味著它不需要傳統的固定軸心來支撐和驅動材料卷。這種設計使得放卷過程更加靈活,能夠適應不同直徑和寬度的材料卷,而無需更換軸心或進行復雜的調整。夾持裝置:氣頂式...
2025-06-22 -
金華附近高速分切機技術指導
分切機張力衰減控制的方法包括手動張力衰減控制和自動張力衰減控制兩大類。手動張力衰減控制則適用于一些簡單或特定的應用場景。手動張力衰減控制,操作方式:操作人員根據材料卷的直徑變化,手動調整張力控制裝置(如手動旋鈕、電源裝置或制動裝置)來達到所需的張力值。在收卷或...
2025-06-22 -
廈門機械高速分切機設備價錢
分切機材料卷徑自動演算在工業自動化領域中具有重要的作用,主要體現在以下幾個方面:提高測量準確性和工作效率通過自動化設備或系統實時監測和計算材料卷的直徑,材料卷徑自動演算技術能夠顯著提高測量的準確性。相較于傳統的人工測量方法,自動演算減少了人為誤差,提高了工作效...
2025-06-22