-
 惠山區(qū)國(guó)內(nèi)車(chē)身夾具售價(jià)
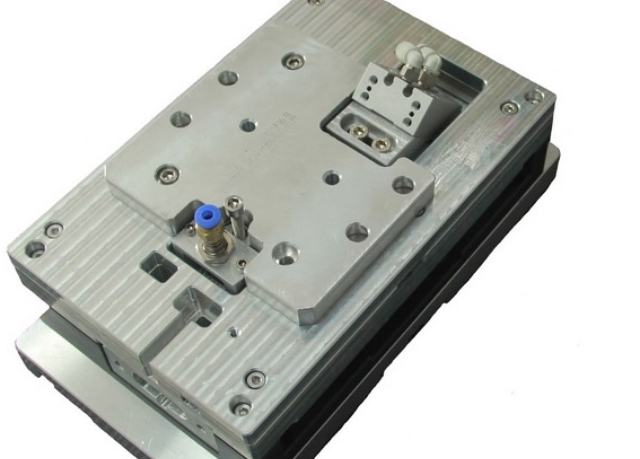
惠山區(qū)國(guó)內(nèi)車(chē)身夾具售價(jià)① 基礎(chǔ)件:如方形、矩形、圓形基礎(chǔ)板等,用作夾具工裝臺(tái). 工作臺(tái)的五個(gè)工作面都有100mm×100mm(D28系列)或50mm×50mm(D16系列)的帶有網(wǎng)格標(biāo)注的孔。其五個(gè)面的平面、平行、垂直公差精度以及孔與孔的位置精度都是非常高的,保證在臺(tái)面上的定位和臺(tái)...
2025-06-15 -
 江陰安裝車(chē)身夾具銷(xiāo)售廠(chǎng)
江陰安裝車(chē)身夾具銷(xiāo)售廠(chǎng)汽車(chē)自車(chē)身構(gòu)件主要由沖壓和焊接工藝性良好的冷軋鋼板沖壓件經(jīng)裝配、焊接制成,其焊接生產(chǎn)批量大、生產(chǎn)速度快、對(duì)被焊零件裝配焊接精度要求高,多采用流水作業(yè)的生產(chǎn)方式,機(jī)械化、自動(dòng)化程度高,大量采用**設(shè)備及工裝夾具,焊接工作越來(lái)越多的由自動(dòng)焊機(jī)、焊接機(jī)器人來(lái)完成。由...
2025-06-15 -
 錫山區(qū)購(gòu)買(mǎi)工裝夾具直銷(xiāo)價(jià)
錫山區(qū)購(gòu)買(mǎi)工裝夾具直銷(xiāo)價(jià)(4)柔性化 機(jī)床夾具的柔性化與機(jī)床的柔性化相似,它是指機(jī)床夾具通過(guò)調(diào)整、組合等方式,以適應(yīng)工藝可變因素的能力。工藝的可變因素主要有:工序特征、生產(chǎn)批量、工件的形狀和尺寸等。具有柔性化特征的新型夾具種類(lèi)主要有:組合夾具、通用可調(diào)夾具、成組夾具、模塊化夾具、數(shù)控...
2025-06-15 -
 新吳區(qū)銷(xiāo)售車(chē)身夾具銷(xiāo)售廠(chǎng)
新吳區(qū)銷(xiāo)售車(chē)身夾具銷(xiāo)售廠(chǎng)二、承載式車(chē)身承載式車(chē)身的汽車(chē)沒(méi)有剛性車(chē)架,只是加強(qiáng)了車(chē)頭、側(cè)圍、車(chē)尾、底板等部位,發(fā)動(dòng)機(jī)、前后懸架、傳動(dòng)系統(tǒng)的一部分等總成部件裝配在車(chē)身上設(shè)計(jì)要求的位置,車(chē)身負(fù)載通過(guò)懸架裝置傳給車(chē)輪。承載式車(chē)身除了其固有的乘載功能外,還要直接承受各種負(fù)荷力的作用。承載式車(chē)身...
2025-06-14 -
 無(wú)錫銷(xiāo)售電控夾具保養(yǎng)
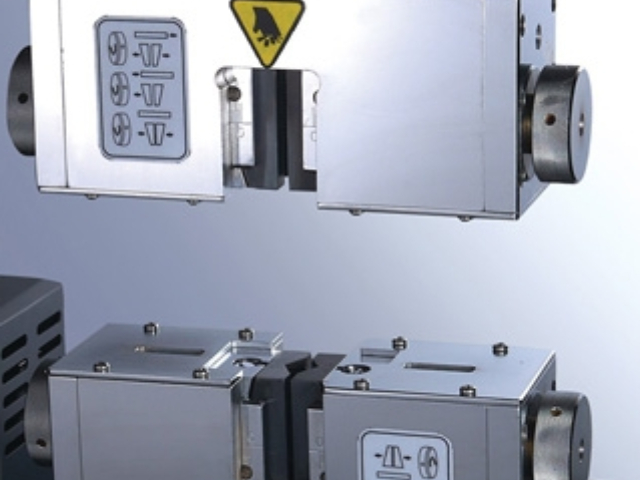
無(wú)錫銷(xiāo)售電控夾具保養(yǎng)電控永磁系統(tǒng)在注塑機(jī)上用于快速換模和夾模,可**提高換模效率,一般注塑機(jī)換模和夾模操作*需3分鐘。特別適合于多品種、小批量、準(zhǔn)時(shí)制混流生產(chǎn)。夾持力均勻分布于模具與吸盤(pán)的全部接觸表面10毫米內(nèi),使模具無(wú)應(yīng)力變形,更好地保證了合模精度,**提高注塑件的質(zhì)量一致性,...
2025-06-14 -
 南通安裝焊接夾具銷(xiāo)售廠(chǎng)
南通安裝焊接夾具銷(xiāo)售廠(chǎng)強(qiáng)度級(jí)別590Mpa級(jí)的焊縫金屬多采用Mn- Mo系焊絲,如H08MnMoA、H08Mn2MoA、H10Mn2Mo等。C、不銹鋼用焊絲不銹鋼焊接時(shí),采用的焊絲成分要與被焊接的不銹鋼成分基本一致。焊接鉻不銹鋼時(shí)可采用H0Cr14 H1Cr13 H1Cr17等焊絲...
2025-06-14 -
 錫山區(qū)好的電控夾具銷(xiāo)售廠(chǎng)
錫山區(qū)好的電控夾具銷(xiāo)售廠(chǎng)電控夾具是一種利用電控技術(shù)來(lái)實(shí)現(xiàn)夾持、固定或調(diào)整工件位置的設(shè)備。它通常應(yīng)用于自動(dòng)化生產(chǎn)線(xiàn)、機(jī)器人操作、精密加工等領(lǐng)域。電控夾具的主要特點(diǎn)包括:精確控制:通過(guò)電控系統(tǒng),可以實(shí)現(xiàn)對(duì)夾具的精確控制,確保工件在加工或裝配過(guò)程中的穩(wěn)定性和準(zhǔn)確性。自動(dòng)化:電控夾具可以與自...
2025-06-14 -
 梁溪區(qū)本地焊接夾具工廠(chǎng)直銷(xiāo)
梁溪區(qū)本地焊接夾具工廠(chǎng)直銷(xiāo)選用不同的金屬材料,使用不同的焊接工藝,焊接的藝術(shù)性可以在不同的金屬藝術(shù)形式中發(fā)揮得淋漓盡致:1. 金屬焊接雕塑在焊接雕塑作品中,焊縫和割痕不是作為一種技術(shù)加工的痕跡被動(dòng)地存在,而是以一種精彩的、不可或缺的表現(xiàn)語(yǔ)言著力地加以體現(xiàn)的。一件焊接雕塑,粗的焊縫裸露在...
2025-06-14 -
蘇州比較好的工裝夾具工廠(chǎng)直銷(xiāo)
按所用機(jī)床分類(lèi):車(chē)床夾具、銑床夾具、鉆床夾具、鏜床夾具、磨床夾具、齒輪機(jī)床夾具等。按夾緊動(dòng)力源分類(lèi):手動(dòng)夾具、氣動(dòng)夾具、液壓夾具、氣液夾具、電動(dòng)夾具、磁力夾具、真空夾具等。二、作用與應(yīng)用場(chǎng)景工裝夾具在制造業(yè)中的作用主要體現(xiàn)在提高生產(chǎn)效率、保證加工精度、降低勞動(dòng)...
2025-06-14 -
 江蘇好的電控夾具直銷(xiāo)價(jià)
江蘇好的電控夾具直銷(xiāo)價(jià)電控夾具的主要功能包括:自動(dòng)化夾持:通過(guò)電動(dòng)驅(qū)動(dòng),自動(dòng)完成夾持和釋放工件,減少人工干預(yù),提高生產(chǎn)效率。精確定位:利用傳感器和控制系統(tǒng),實(shí)現(xiàn)對(duì)工件的精確定位,確保加工過(guò)程中的高精度。實(shí)時(shí)監(jiān)控:通過(guò)數(shù)據(jù)采集和反饋系統(tǒng),實(shí)時(shí)監(jiān)控夾具的狀態(tài),及時(shí)發(fā)現(xiàn)并解決問(wèn)題,保障生...
2025-06-14 -
 濱湖區(qū)好的焊接夾具廠(chǎng)家電話(huà)
濱湖區(qū)好的焊接夾具廠(chǎng)家電話(huà)近代發(fā)展古代焊接技術(shù)長(zhǎng)期停留在鑄焊、鍛焊、釬焊和鉚焊的水平上,使用的熱源都是爐火,溫度低、能量不集中,無(wú)法用于大截面、長(zhǎng)焊縫工件的焊接,只能用以制作裝飾品、簡(jiǎn)單的工具、生活器具和武器。焊條電弧焊19世紀(jì)初,英國(guó)的戴維斯發(fā)現(xiàn)電弧和氧乙炔焰兩種能局部熔化金屬的高溫...
2025-06-13 -
南京直銷(xiāo)車(chē)身夾具銷(xiāo)售廠(chǎng)
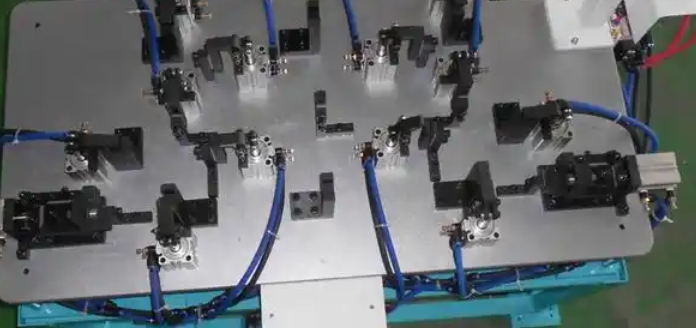
在汽車(chē)車(chē)身的裝配焊接生產(chǎn)過(guò)程中,為了保證產(chǎn)品質(zhì)量、提高勞動(dòng)生產(chǎn)率和減輕勞動(dòng)強(qiáng)度,經(jīng)常使用一些用以?shī)A持并確定工件位置的工具和裝置來(lái)完成裝配和焊接工作。我們把這些工具和裝置統(tǒng)稱(chēng)為裝焊夾具。裝焊夾具的種類(lèi)繁多,按用途可分為:裝配用的夾具這類(lèi)夾具主要是按車(chē)身圖紙和工藝...
2025-06-13 -
江陰國(guó)內(nèi)工裝夾具維保
提升生產(chǎn)效率,選擇質(zhì)量工裝夾具!在現(xiàn)代制造業(yè)中,工裝夾具是提高生產(chǎn)效率和保證產(chǎn)品質(zhì)量的關(guān)鍵。我們專(zhuān)注于為您提供高性能、高精度的工裝夾具解決方案,助力您的生產(chǎn)線(xiàn)實(shí)現(xiàn)智能化升級(jí)。為什么選擇我們的工裝夾具?精細(xì)定位:我們的夾具采用先進(jìn)的設(shè)計(jì)理念,確保每一個(gè)工件都能在...
2025-06-13 -
 江陰本地工裝夾具工廠(chǎng)直銷(xiāo)
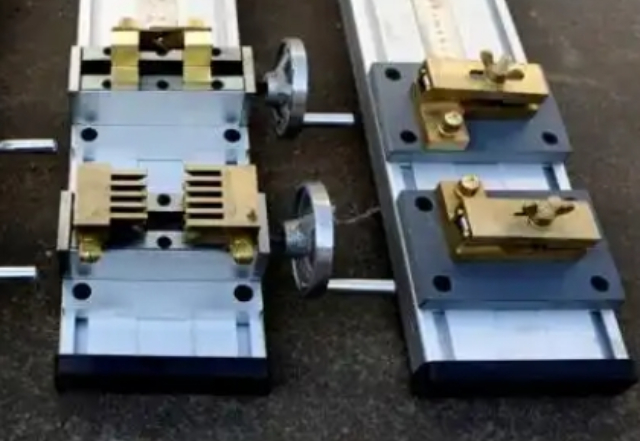
江陰本地工裝夾具工廠(chǎng)直銷(xiāo)2)點(diǎn)固焊后,松開(kāi)快撤式螺旋夾緊器件,拔出插銷(xiāo),取下進(jìn)行焊接;(3)將焊件再放置于夾具體上,由擋銷(xiāo)、擋板將焊件定位,由螺旋夾緊器夾緊焊件;之后將螺母M6和喇叭支座的組件放置焊件之上并由螺旋夾緊機(jī)構(gòu)上的錐頭銷(xiāo)釘和螺旋夾緊機(jī)構(gòu)的壓板上的開(kāi)的凹槽來(lái)定位由螺旋夾緊機(jī)構(gòu)...
2025-06-13 -
徐州好的車(chē)身夾具廠(chǎng)家電話(huà)
車(chē)門(mén)通過(guò)鉸鏈安裝在車(chē)身殼體上,其結(jié)構(gòu)較復(fù)雜,是保證車(chē)身的使用性能的重要部件。這些鈑制制件形成了容納發(fā)動(dòng)機(jī)、車(chē)輪等部件的空間。一、非承載式車(chē)身非承載式車(chē)身的汽車(chē)有一剛性車(chē)架,又稱(chēng)底盤(pán)大梁架。在非承載式車(chē)身中發(fā)動(dòng)機(jī)、傳動(dòng)系統(tǒng)的一部分、車(chē)身等總成部件都是用懸架裝置固...
2025-06-13 -
南通安裝工裝夾具廠(chǎng)家電話(huà)
按夾緊分類(lèi)機(jī)床夾具根據(jù)夾具所采用的夾緊動(dòng)力源不同,可分為:手動(dòng)夾具、氣動(dòng)夾具、液壓夾具、氣液夾具、電動(dòng)夾具、磁力夾具、真空夾具等。1、能穩(wěn)定地保證工件的加工精度用夾具裝夾工件時(shí),工件相對(duì)于刀具及機(jī)床的位置精度由夾具保證,不受工人技術(shù)水平的影響,使一批工件的加工...
2025-06-13 -
南通銷(xiāo)售車(chē)身夾具保養(yǎng)
① 基礎(chǔ)件:如方形、矩形、圓形基礎(chǔ)板等,用作夾具工裝臺(tái). 工作臺(tái)的五個(gè)工作面都有100mm×100mm(D28系列)或50mm×50mm(D16系列)的帶有網(wǎng)格標(biāo)注的孔。其五個(gè)面的平面、平行、垂直公差精度以及孔與孔的位置精度都是非常高的,保證在臺(tái)面上的定位和臺(tái)...
2025-06-13 -
 蘇州購(gòu)買(mǎi)車(chē)身夾具直銷(xiāo)價(jià)
蘇州購(gòu)買(mǎi)車(chē)身夾具直銷(xiāo)價(jià)裝一焊夾具在夾具上能完成整個(gè)焊件的裝配和焊接工作,它兼?zhèn)溆猩鲜鰞煞N夾具的性能。車(chē)身的大型裝焊夾具往往就是這種夾具。在汽車(chē)車(chē)身制造中,為了便于裝配和焊接,通常是將車(chē)身劃分為若干個(gè)分總成,各分總成又劃分為若干個(gè)合件,各合件則由若干個(gè)零件組成。這樣在車(chē)身裝焊時(shí),通常...
2025-06-13 -
宜興好的焊接夾具售價(jià)
一件焊接雕塑,粗的焊縫裸露在雕塑表面,各種不規(guī)則的切割痕跡也變成了藝術(shù)家優(yōu)美的藝術(shù)語(yǔ)言在很多情況下,由于焊接雕塑所追求的粗糙質(zhì)樸的風(fēng)格,金屬的銹蝕、瑕疵也大多根據(jù)作品的需要特意保留,因此,在焊接雕塑中常常可以感覺(jué)到一種非雕琢的、原始的美。雕塑下部的鋼板拼接處的...
2025-06-13 -
梁溪區(qū)國(guó)內(nèi)電控夾具保養(yǎng)
軟爪用于裝夾工件的部分比硬爪加長(zhǎng)(10~15)mm,以備多次車(chē)削,并要對(duì)號(hào)裝配;車(chē)削軟爪的直徑與被裝夾工件直徑一致,或大或小,都不能保證裝夾精度。一般卡爪車(chē)削直徑比工件直徑大0.2mm左右,也即是被卡的工件直徑,要控制在一定公差范圍內(nèi);車(chē)削軟爪時(shí),為了消除間隙...
2025-06-13 -
江陰比較好的電控夾具售價(jià)
軟爪用于裝夾工件的部分比硬爪加長(zhǎng)(10~15)mm,以備多次車(chē)削,并要對(duì)號(hào)裝配;車(chē)削軟爪的直徑與被裝夾工件直徑一致,或大或小,都不能保證裝夾精度。一般卡爪車(chē)削直徑比工件直徑大0.2mm左右,也即是被卡的工件直徑,要控制在一定公差范圍內(nèi);車(chē)削軟爪時(shí),為了消除間隙...
2025-06-13 -
南通哪里有電控夾具售價(jià)
磁力強(qiáng)大,加工精度高臺(tái)面最大吸力13-18kg/cm;,是普通磁力吸盤(pán)的2倍左右,確保工件裝夾牢固不會(huì)出現(xiàn)劃移拉傷,由于加工過(guò)程不需要供電,所不存在熱變形現(xiàn)象,有效地保證了加工精度.安全,強(qiáng)勁,節(jié)能,環(huán)保電永磁吸盤(pán)在工作過(guò)程中不需要電能,只靠永磁吸力吸持工件,...
2025-06-13 -
 江蘇哪里有工裝夾具維保
江蘇哪里有工裝夾具維保3、設(shè)計(jì)時(shí)要注意經(jīng)濟(jì)性、安全性,努力實(shí)現(xiàn)標(biāo)準(zhǔn)化、系列化。4、設(shè)計(jì)時(shí)要熟悉生產(chǎn)作業(yè)計(jì)劃編排的規(guī)律,考慮定置、定量、過(guò)目知數(shù)和滿(mǎn)足均衡批量生產(chǎn)的要求。5、設(shè)計(jì)要考慮整體布局、質(zhì)量上的要求、裝配工藝的要求及生產(chǎn)工人的操作方便。工位器具設(shè)計(jì)發(fā)展趨勢(shì)將會(huì)通過(guò)器具設(shè)計(jì)輕量...
2025-06-13 -
 新吳區(qū)好的工裝夾具哪家好
新吳區(qū)好的工裝夾具哪家好1)能迅速而方便地裝備新產(chǎn)品的投產(chǎn),以縮短生產(chǎn)準(zhǔn)備周期,降低生產(chǎn)成本;2)能裝夾一組具有相似性特征的工件;3)能適用于精密加工的高精度機(jī)床夾具;4)能適用于各種現(xiàn)代化制造技術(shù)的新型機(jī)床夾具;5)采用以液壓站等為動(dòng)力源的高效夾緊裝置,以進(jìn)一步減輕勞動(dòng)強(qiáng)度和提高勞...
2025-06-13 -
徐州比較好的電控夾具哪家好
卡盤(pán)由于長(zhǎng)時(shí)間的使用,卡爪內(nèi)日磨損,往往呈喇叭形,且定心不好,影響工件的裝卡和加工精度。為此,采用了研磨方法,對(duì)三爪卡盤(pán)卡爪的內(nèi)口進(jìn)行修復(fù)。這種方法簡(jiǎn)單、經(jīng)濟(jì),使用效果好。研磨時(shí),先選擇直徑小于卡盤(pán)體內(nèi)孔的砂輪,其磨料為白剛玉,粒度為46#~60#,安裝在帶有...
2025-06-13 -
濱湖區(qū)銷(xiāo)售焊接夾具哪家好
而焊接缺陷在焊接藝術(shù)中更是經(jīng)常被應(yīng)用。焊接缺陷是指焊接過(guò)程中,在焊接接頭產(chǎn)生的不符合設(shè)計(jì)或工藝要求的缺陷。其表現(xiàn)形式主要有焊接裂紋、氣孔、咬邊、未焊透、未熔合、夾渣、焊瘤、塌陷、凹坑、燒穿、夾雜等。其次,焊接藝術(shù)語(yǔ)言是獨(dú)特的。上述種種焊接缺陷的表現(xiàn)形式以及焊接...
2025-06-13 -
 常州比較好的工裝夾具維保
常州比較好的工裝夾具維保按夾緊分類(lèi)機(jī)床夾具根據(jù)夾具所采用的夾緊動(dòng)力源不同,可分為:手動(dòng)夾具、氣動(dòng)夾具、液壓夾具、氣液夾具、電動(dòng)夾具、磁力夾具、真空夾具等。1、能穩(wěn)定地保證工件的加工精度用夾具裝夾工件時(shí),工件相對(duì)于刀具及機(jī)床的位置精度由夾具保證,不受工人技術(shù)水平的影響,使一批工件的加工...
2025-06-12 -
新吳區(qū)本地車(chē)身夾具售價(jià)
焊接類(lèi)焊接組合夾具也稱(chēng)為柔性組合夾具,三維柔性組合工裝夾具,采用標(biāo)準(zhǔn)化技術(shù)要求制作的標(biāo)準(zhǔn)化、系列化、通用化的許多模塊組成,所有模塊的鏈接、固定和壓緊都是以孔定位用鎖緊銷(xiāo)來(lái)實(shí)現(xiàn)快速鎖緊,模塊與模塊之間可以根據(jù)工件的實(shí)際尺寸而調(diào)整,整個(gè)一套工裝夾具系統(tǒng)的組合可以實(shí)...
2025-06-12 -
濱湖區(qū)比較好的焊接夾具直銷(xiāo)價(jià)
手工等離子切割的方法,利用切割時(shí)電流產(chǎn)生的熱量,使切割的邊緣產(chǎn)生熱影響區(qū),這樣的話(huà)就給亮白色的不銹鋼“染”上了一圈略帶漸變的色彩了。同時(shí),通過(guò)對(duì)焊接的規(guī)范的調(diào)節(jié),割***噴出的強(qiáng)烈氣流,會(huì)在切割鋼板熔化的瞬間,在切割邊緣“吹”起一圈隨機(jī)形成的肌理。這種隨機(jī)效果...
2025-06-12 -
蘇州國(guó)內(nèi)焊接夾具保養(yǎng)
電阻焊在19世紀(jì)的***十年間被開(kāi)發(fā)出來(lái),***份關(guān)于電阻焊的**是伊萊休·湯姆森于1885年申請(qǐng)的,他在接下來(lái)的15年中不斷地改進(jìn)這一技術(shù)。鋁熱焊接和可燃?xì)夂附影l(fā)明于1893年。埃德蒙·戴維于1836年發(fā)現(xiàn)了乙炔,到1900年左右,由于一種新型氣炬的出現(xiàn),可...
2025-06-12