錫山區(qū)安裝PLC控制柜保養(yǎng)
可編程邏輯控制器的診斷功能的強弱,直接影響對操作和維護(hù)人員技術(shù)能力的要求,并影響平均維修時間。 [5]6、處理速度可編程邏輯控制器采用掃描方式工作。從實時性要求來看,處理速度應(yīng)越快越好,如果信號持續(xù)時間小于掃描時間,則可編程邏輯控制器將掃描不到該信號,造成信號數(shù)據(jù)的丟失。 [5]處理速度與用戶程序的長度、CPU處理速度、軟件質(zhì)量等有關(guān)。可編程邏輯控制器接點的響應(yīng)快、速度高,每條二進(jìn)制指令執(zhí)行時間約0.2~0.4Ls,因此能適應(yīng)控制要求高、相應(yīng)要求快的應(yīng)用需要。掃描周期(處理器掃描周期)應(yīng)滿足:小型可編程邏輯控制器的掃描時間不大于0.5ms/K;大中型可編程邏輯控制器的掃描時間不大于0.2ms/K。 [5]根據(jù)工程需求,可以選擇一體化的PLC或模塊、卡件式的PLC,有時還需要冗余系統(tǒng)以提高可靠性。錫山區(qū)安裝PLC控制柜保養(yǎng)
PLC控制系統(tǒng)是在傳統(tǒng)的順序控制器的基礎(chǔ)上引入了微電子技術(shù)、計算機技術(shù)、自動控制技術(shù)和通訊技術(shù)而形成的一代新型工業(yè)控制裝置,目的是用來取代繼電器、執(zhí)行邏輯、計時、計數(shù)等順序控制功能,建立柔性的遠(yuǎn)程控制系統(tǒng)。具有通用性強、使用方便、適應(yīng)面廣、可靠性高、抗干擾能力強、編程簡單等特點。PLC內(nèi)部工作方式一般是采用循環(huán)掃描工作方式,在一些大、中型的PLC中增加了中斷工作方式。當(dāng)用戶將用戶程序調(diào)試完成后,通過編程器將其程序?qū)懭隤LC存儲器中,同時將現(xiàn)場的輸入信號和被控制的執(zhí)行元件相應(yīng)的連接在輸入模塊的輸入端和輸出模塊的輸出端,接著將PLC工作方式選擇為運行工作方式,后面的工作就由PLC根據(jù)用戶程序去完成,概述圖是PLC執(zhí)行過程框圖。PLC在工作過程中,主要完成六個模塊的處理。徐州安裝PLC控制柜24小時服務(wù)PLC綜合控制柜具有過載、短路、缺相保護(hù)等保護(hù)功能。

3、通信功能大中型可編程邏輯控制器系統(tǒng)應(yīng)支持多種現(xiàn)場總線和標(biāo)準(zhǔn)通信協(xié)議(如TCP/IP),需要時應(yīng)能與工廠管理網(wǎng)(TCP/IP)相連接。通信協(xié)議應(yīng)符合ISO/IEEE通信標(biāo)準(zhǔn),應(yīng)是開放的通信網(wǎng)絡(luò)。 [5]可編程邏輯控制器系統(tǒng)的通信接口應(yīng)包括串行和并行通信接口、RIO通信口、常用DCS接口等;大中型可編程邏輯控制器通信總線(含接口設(shè)備和電纜)應(yīng)1:1冗余配置,通信總線應(yīng)符合國際標(biāo)準(zhǔn),通信距離應(yīng)滿足裝置實際要求。 [5]可編程邏輯控制器系統(tǒng)的通信網(wǎng)絡(luò)中,上級的網(wǎng)絡(luò)通信速率應(yīng)大于1Mbps,通信負(fù)荷不大于60%。可編程邏輯控制器系統(tǒng)的通信網(wǎng)絡(luò)主要形式有下列幾種形式: [5]
該存儲單元如果為1狀態(tài),M0的線圈"通電"其常開觸點接通,常閉觸點斷開,稱M0為狀態(tài),或稱M0為ON。(2)根據(jù)梯形圖中的個觸點的狀態(tài)的邏輯關(guān)系,求出與圖中個線對應(yīng)的編程元件的ON/OFF的狀態(tài),稱為梯形圖的邏輯解算。邏輯解算是按梯形圖中從上到下,從左到右的順序進(jìn)行的。解算的結(jié)果,馬上可以被后面的邏輯解算所利用。邏輯解算是根據(jù)輸入映像寄存器中的值,而不是根據(jù)解算瞬時外部輸入觸點的狀態(tài)來進(jìn)行的。(3)編程元件的常開觸點的狀態(tài)來進(jìn)行的。(4)輸入繼電器的狀態(tài)***地取決于對應(yīng)的外部輸入電路通斷狀態(tài),因此在梯形圖中不能出現(xiàn)輸入繼電器的線圈。設(shè)備更可與DCS總線上位機 modbus、profibus等通訊協(xié)議的數(shù)據(jù)傳輸;

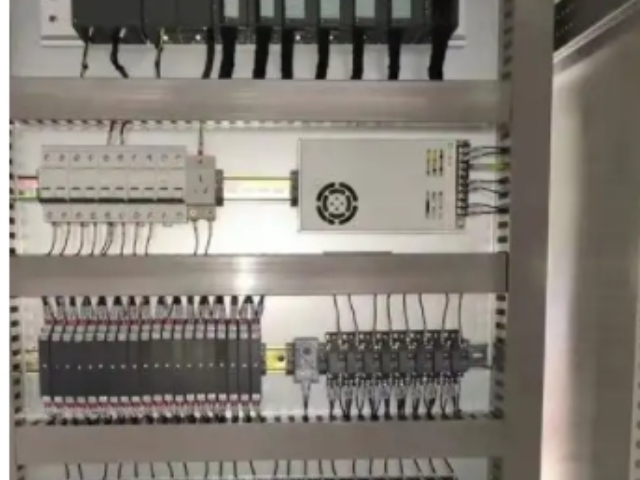
1.電源組件電源組件用于提供PLC運行所需的電源,可將外部電源轉(zhuǎn)換為供PLC內(nèi)部與案件適用的電源。2.微處理器CPU及存儲器組件微處理器CPU是PLC的**器件,CPU因生產(chǎn)廠商各有不同,有采用市場銷售的標(biāo)準(zhǔn)芯片,也有采用可編程序控制器**芯片。存儲器組件有兩種:ROM和RAM。3.輸入及輸出組件PLC控制器輸入和輸出組件是PLC與工業(yè)生產(chǎn)現(xiàn)場交換數(shù)據(jù)的界面,與普通計算機不同,PLC的工作環(huán)境比較差,需要較強抗干擾能力,輸入和輸出組件即是為此設(shè)計。PLC內(nèi)部工作方式一般是采用循環(huán)掃描工作方式,在一些大、中型的PLC中增加了中斷工作方式。新吳區(qū)購買PLC控制柜銷售廠家
應(yīng)用在電力、冶金、化工、造紙、環(huán)保污水處理等行業(yè)中。錫山區(qū)安裝PLC控制柜保養(yǎng)
1969年,美國數(shù)字化設(shè)備公司研制出***臺可編程控制器(PDP-14),在通用汽車公司的生產(chǎn)線上試用后,效果***;1971年,日本研制出***臺可編程控制器(DCS-8);1973年,德國研制出***臺可編程控制器;1974年,中國開始研制可編程控制器:1977年,中國在工業(yè)應(yīng)用領(lǐng)域推廣PLC。 [3]**初的目的是替代機械開關(guān)裝置(繼電模塊)。然而,自從1968年以來,PLC的功能逐漸代替了繼電器控制板,現(xiàn)代PLC具有更多的功能。其用途從單一過程控制延伸到整個制造系統(tǒng)的控制和監(jiān)測。 [4]錫山區(qū)安裝PLC控制柜保養(yǎng)
無錫恒耀自動化設(shè)備有限公司匯集了大量的優(yōu)秀人才,集企業(yè)奇思,創(chuàng)經(jīng)濟奇跡,一群有夢想有朝氣的團隊不斷在前進(jìn)的道路上開創(chuàng)新天地,繪畫新藍(lán)圖,在江蘇省等地區(qū)的機械及行業(yè)設(shè)備中始終保持良好的信譽,信奉著“爭取每一個客戶不容易,失去每一個用戶很簡單”的理念,市場是企業(yè)的方向,質(zhì)量是企業(yè)的生命,在公司有效方針的領(lǐng)導(dǎo)下,全體上下,團結(jié)一致,共同進(jìn)退,**協(xié)力把各方面工作做得更好,努力開創(chuàng)工作的新局面,公司的新高度,未來恒耀供應(yīng)和您一起奔向更美好的未來,即使現(xiàn)在有一點小小的成績,也不足以驕傲,過去的種種都已成為昨日我們只有總結(jié)經(jīng)驗,才能繼續(xù)上路,讓我們一起點燃新的希望,放飛新的夢想!
- 江蘇本地DDC控制柜保養(yǎng) 2025-06-01
- 江蘇購買DDC控制柜保養(yǎng) 2025-06-01
- 無錫安裝DDC控制柜保養(yǎng) 2025-06-01
- 江陰國產(chǎn)水處理控制系統(tǒng)24小時服務(wù) 2025-06-01
- 新吳區(qū)購買非標(biāo)生產(chǎn)線控制系統(tǒng)操作 2025-06-01
- 無錫庫存PLC控制柜按需定制 2025-06-01
- 江陰直銷PLC控制柜哪里買 2025-06-01
- 新吳區(qū)直銷非標(biāo)生產(chǎn)線控制系統(tǒng)銷售價格 2025-06-01
- 南京直銷非標(biāo)生產(chǎn)線控制系統(tǒng)24小時服務(wù) 2025-06-01
- 無錫庫存水處理控制系統(tǒng)保養(yǎng) 2025-06-01
- 合金熱處理加熱 2025-06-01
- 黑龍江矩形回轉(zhuǎn)振動盤廠家 2025-06-01
- 泰科噴淋頭保護(hù)罩FM認(rèn)證DN15免拆卸消防噴頭支架頭G1防撞罩DN20 2025-06-01
- Mogas蝶閥維修哪家收費合理 2025-06-01
- 宜興附近螺母量大從優(yōu) 2025-06-01
- 空凈專業(yè)生產(chǎn)三相電機有哪些 2025-06-01
- 金華銑床中心出水系統(tǒng)有推薦的嗎 2025-06-01
- 遼寧水環(huán)式蒸汽壓縮機維修 2025-06-01
- 南京室內(nèi)消防泵廠家 2025-06-01
- 廣東火花機供應(yīng)廠家 2025-06-01