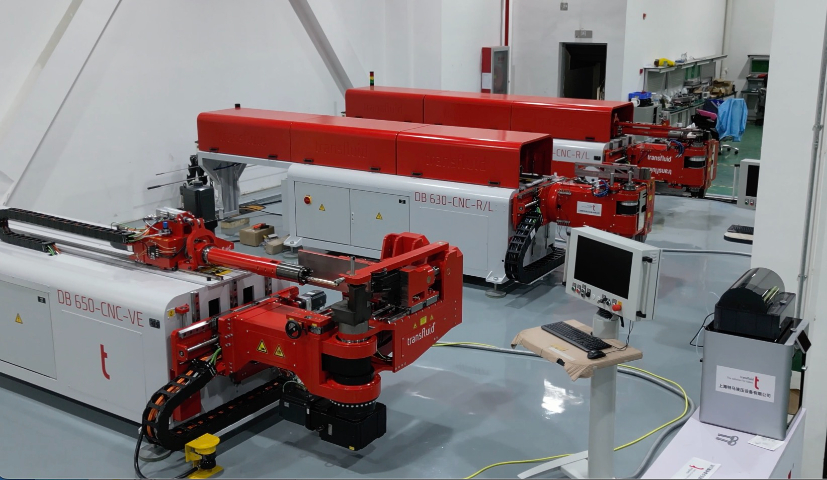
閔行區全斯福彎管機定制
多軸聯動技術的突破,讓數控彎管機在復雜空間管件加工中展現出強大適應性。配備 C 軸旋轉與 Y 軸平移的五軸機型,可對管材進行螺旋式彎曲,某石油勘探設備廠用其加工的深海探測電纜保護管,需在 3 米長度內完成 5 處不同平面的彎曲,設備通過五軸聯動使管件軸線與設計模型的吻合度達 99.7%。六軸數控彎管機更能實現 “彎曲 - 扭轉” 復合運動,在航空發動機排氣管加工中,管材經 6 軸聯動彎曲后,各接口法蘭的平行度誤差≤0.5mm,無需后續校正即可直接裝配,大幅縮短了發動機總裝周期。新能源光伏支架生產中,設備低溫彎曲工藝避免鋁合金管材高溫變形。閔行區全斯福彎管機定制

數字化孿生技術與數控彎管機的深度融合,開創了 “虛擬調試 + 實體生產” 的新型制造模式。工程師在數字孿生系統中輸入管材參數與彎曲要求,虛擬彎管機可模擬出實際加工中的每一步動作,某航空發動機廠通過虛擬調試優化了 20 組復雜管路的彎曲順序,避免了實體設備調試時的干涉碰撞,節約成本超 200 萬元。孿生系統還能實時映射實體設備的運行狀態,當檢測到虛擬模型中的管材應力超過閾值時,實體設備自動調整工藝參數,使某航天燃料管的彎曲合格率從 75% 提升至 99.2%。靜安區特馬彎管機全自動彎管機通過多級權限管理,防止非授權操作,保障生產安全規范。
全自動彎管機的質量追溯系統為工業生產構建了完整的品控閉環。設備在加工過程中會自動記錄每根管材的批次信息、彎曲溫度、壓力曲線等 28 項關鍵參數,并生成二維碼標識。某醫療器械企業將彎管機數據與 MES 系統對接后,可通過掃描導管二維碼追溯至具體加工時段的設備狀態,在一次術后受染事件排查中,只用 15 分鐘就定位到某批次彎曲參數異常的導管,避免了更大范圍的產品召回。這種全流程數據鏈不只滿足了 ISO13485 等嚴苛認證要求,還為工藝持續優化提供了量化依據。
數控彎管機對多元材料的適應性突破了傳統加工限制,通過工藝參數智能匹配實現跨材質加工。加工鋁合金管材時,設備啟動低溫潤滑系統(-5℃),利用冷凝技術減少模具與管材的粘連,某新能源汽車廠用其加工的電池冷卻鋁管,表面粗糙度 Ra≤0.8μm;處理銅材時,專門石墨涂層模具配合脈沖式送料(0.2mm / 次),避免了銅料彎曲時的粘模現象;針對鈦合金與不銹鋼復合管,設備采用梯度壓力彎曲工藝(鈦側壓力>不銹鋼側 15%),確保兩種材料同步變形,某航空部件廠借此技術實現了熱交換器管件的一體化成型。設備的電氣系統采用冗余設計,關鍵模塊雙電源備份,保障安全穩定運行。
面對復雜空間結構的管件加工需求,全自動彎管機的多軸聯動功能展現出強大的工藝適應性。傳統手動彎管機只能完成平面內的單一角度彎曲,而現代全自動設備配備的 X/Y/Z 軸移動機構與旋轉軸,可實現三維空間內的螺旋式彎曲。例如在船舶發動機的排氣管加工中,管件需要繞過復雜的機艙結構,設備通過預先導入的三維模型,自動規劃出較佳的彎曲路徑,使管材在經過 5-6 個不同角度的彎曲后,依然能準確匹配安裝孔位。這種空間彎曲能力還被普遍應用于健身器材的框架制造,讓弧形扶手、橢圓管支架等復雜造型的加工變得高效且穩定。全自動彎管機在工業制造領域扮演著關鍵角色,其智能化操作流程極大提升了管件加工的效率與精度。設備通過數控系統準確控制彎管角度、彎曲半徑等參數,操作人員只需在觸摸屏上輸入工藝要求,伺服電機便會驅動模具按預設軌跡運動,將金屬管材彎曲成所需形狀。這種自動化作業模式,不只避免了人工操作的誤差,還能在連續生產中保持穩定的加工質量,尤其適合批量生產汽車排氣管、家具框架等對規格一致性要求高的部件。?數控彎管機的柔性夾具,可適配圓形、方形等多種截面管材。馬鞍山特馬弗萊克斯彎管機設計
全自動彎管機的六軸聯動控制,可一次性成型復雜空間曲線管件。閔行區全斯福彎管機定制
模具快速更換技術明顯提升了數控彎管機的生產柔性,通過機械結構創新實現 “分鐘級” 換型。采用燕尾槽 + 液壓鎖緊的模具安裝系統,操作人員無需使用工具即可在 3 分鐘內完成彎曲模、防皺模的同步更換,某軌道交通配件廠借此實現了從地鐵扶手管(R=100mm)到高鐵制動管(R=30mm)的快速切換,單日完成 8 個品種生產。模具定位采用激光校準技術,更換后系統自動掃描模具基準面,10 秒內完成精度補償,首件合格率保持在 98% 以上,徹底改變了傳統彎管機換模后需多次試彎的低效模式。閔行區全斯福彎管機定制
- 合肥全斯福彎管機 2025-05-30
- 徐匯區數控彎管機設計 2025-05-30
- 青浦區彎管機定制 2025-05-30
- 楊浦區Transfluid彎管機生產廠家 2025-05-30
- 虹口區特馬彎管機設計 2025-05-30
- 金山區德國全斯福彎管機定做 2025-05-30
- 上海德國全斯福彎管機多少錢一臺 2025-05-30
- 馬鞍山特馬弗萊克斯彎管機定做 2025-05-30
- 普陀區數控彎管機公司 2025-05-30
- 閔行區自動彎管機生產廠家 2025-05-30
- 雨花臺區無影燈工藝 2025-05-30
- 氮氣防潮箱使用流程 2025-05-30
- 鋰電池彈簧片銷售廠 2025-05-30
- 上海移動式輸送機維修聯系方式 2025-05-30
- 中國本地全自動多功能玻璃鉆孔機結構 2025-05-30
- 金山區供應阻燃材料檢測選擇 2025-05-30
- 愛德華真空泵 2025-05-30
- 湖北新款HIROTAKA商家 2025-05-30
- 長春桌面型IGBT壓接設備 2025-05-30
- 梅州進口微孔陶瓷真空吸盤價位 2025-05-30